注塑機(jī)上下料機(jī)
 |
 |
產(chǎn)品優(yōu)勢(shì)
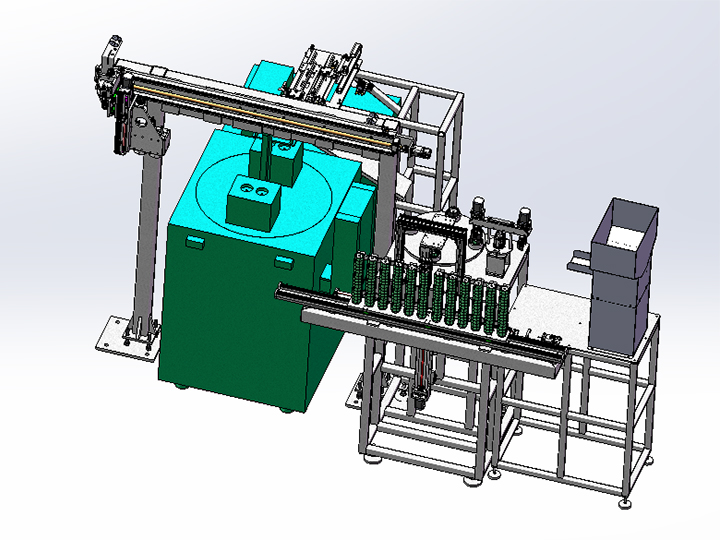
為了提高生產(chǎn)效率�,方便下料�,在注塑完成之后,需要配套相應(yīng)的下料裝置�,下料裝置主要是通過自動(dòng)化控制的機(jī)械手來實(shí)現(xiàn),在潛水手機(jī)殼的生產(chǎn)過程中��,當(dāng)在潛水手機(jī)殼的攝像孔內(nèi)放入薄膜之后��,需要在薄膜的四周澆注一層壓板�����,壓住薄膜,防止薄膜從潛水手機(jī)殼內(nèi)掉落�,在工作時(shí),機(jī)械手先伸入注塑機(jī)內(nèi)部���,將注塑好壓板的潛水手機(jī)殼取下���,再將未注塑壓板的潛水手機(jī)殼放入模具內(nèi)部。
現(xiàn)有的機(jī)械手����,主要包括機(jī)架,機(jī)架上設(shè)有橫向滑軌���,橫向滑軌上滑移連接有縱向滑軌�,縱向滑軌上豎直滑移連接有安置板�,在安置板上設(shè)置有若干組吸盤,分別用于吸住未注塑的潛水手機(jī)殼和已經(jīng)注塑好的潛水手機(jī)殼�,工作時(shí),工人手工將潛水手機(jī)殼放置在吸盤上���,但是由于在安置板上僅僅只是設(shè)置了若干吸盤�����,這樣潛水手機(jī)殼的在安置板上的定位精度不高���,操作人員需要花很長時(shí)間才能將潛水手機(jī)殼放置到正確的位置,上料效率十分低����,因?yàn)槿绻麧撍謾C(jī)殼的位置不準(zhǔn)確,在進(jìn)行上料的時(shí)候�����,潛水手機(jī)殼無法準(zhǔn)確的被放入模具內(nèi)部��,造成上料失敗�。
工件輸送
采用水平輸送、傾斜輸送�、提升輸送等方式。水平輸送可輸送不同物品���,并且可以采用不同輸送速度�、不同輸送形式����;傾斜輸送可調(diào)節(jié)傾斜角度�,通過使用帶有花紋的傳輸帶或水平擋板���,提高傳輸帶對(duì)工件的抓著穩(wěn)定性��,防止工件滑散�����、甩脫���,保證準(zhǔn)確的運(yùn)行軌跡;提升輸送占據(jù)空間小�,對(duì)小型圓柱類零件有較好效果。
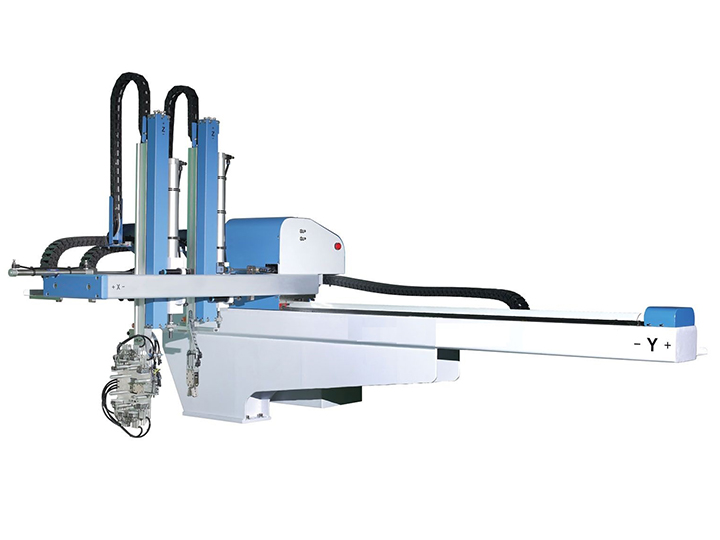
當(dāng)工件輸送到位����,桁架式機(jī)械手負(fù)責(zé)將輸送線上的待加工工件送到機(jī)床內(nèi),將加工完的工件從機(jī)床內(nèi)取出���,放回最初上料位置�。其動(dòng)作有:爪開合��;升降運(yùn)動(dòng);左右移動(dòng)��。其中手爪開合為汽缸驅(qū)動(dòng)��,升降運(yùn)動(dòng)����、左右移動(dòng)分別由伺服電機(jī)驅(qū)動(dòng)。在抓工件過程中�,須保證手爪和工件之間的位置和角度關(guān)系����。先調(diào)整手爪上的基準(zhǔn)面和臺(tái)面上相應(yīng)的基準(zhǔn)面貼合,以減小角度誤差����;隨后平移手爪或料臺(tái),調(diào)整位置誤差���。
卡盤上下料完成�����,桁架式機(jī)械手須把已加工好的工件運(yùn)送到送料槽�����,此時(shí)����,送料優(yōu)先于取料和卡盤上下料,取料優(yōu)先于卡盤上下料�,這樣才能保證在整個(gè)上下料循環(huán)過程中不會(huì)發(fā)生有料的抓手再去抓料。
 |
|



